Производство значков с горячими эмалями

Горячая эмаль (КЛУАЗОН или CLOISONNÉ, HARD ENAMEL) – один из самых древних способов «раскрашивания» металлических изделий. В разных источниках называются разные места зарождения этой технологии. Одна из самых достоверных теорий гласит, что в технике горячая перегородчатая эмаль впервые начали работать мастера Среднего Востока.

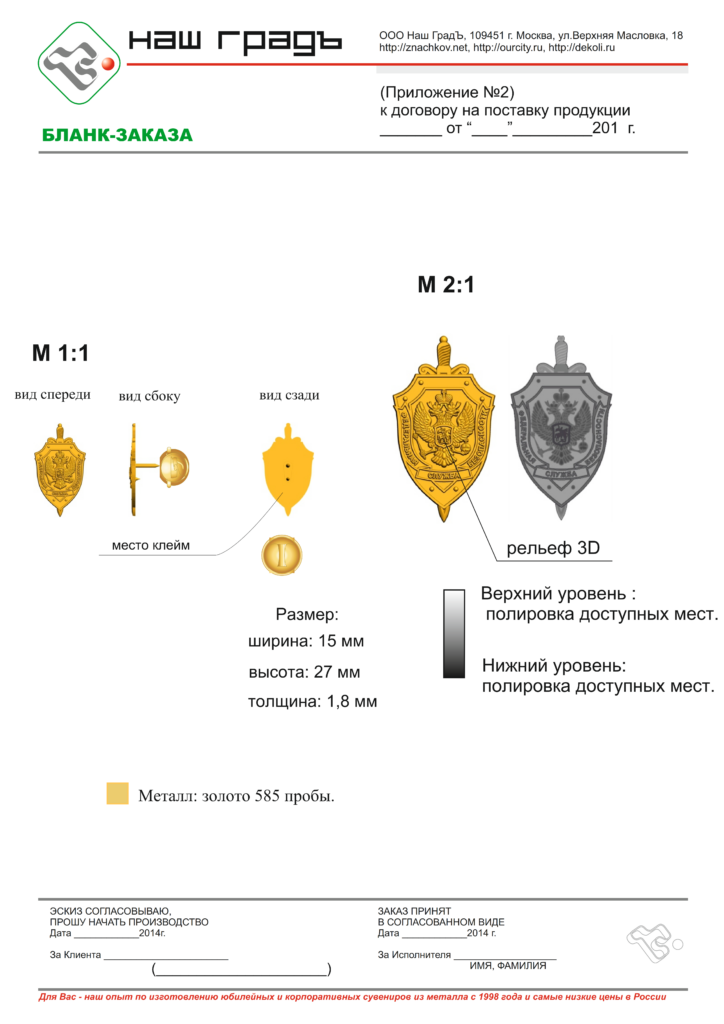
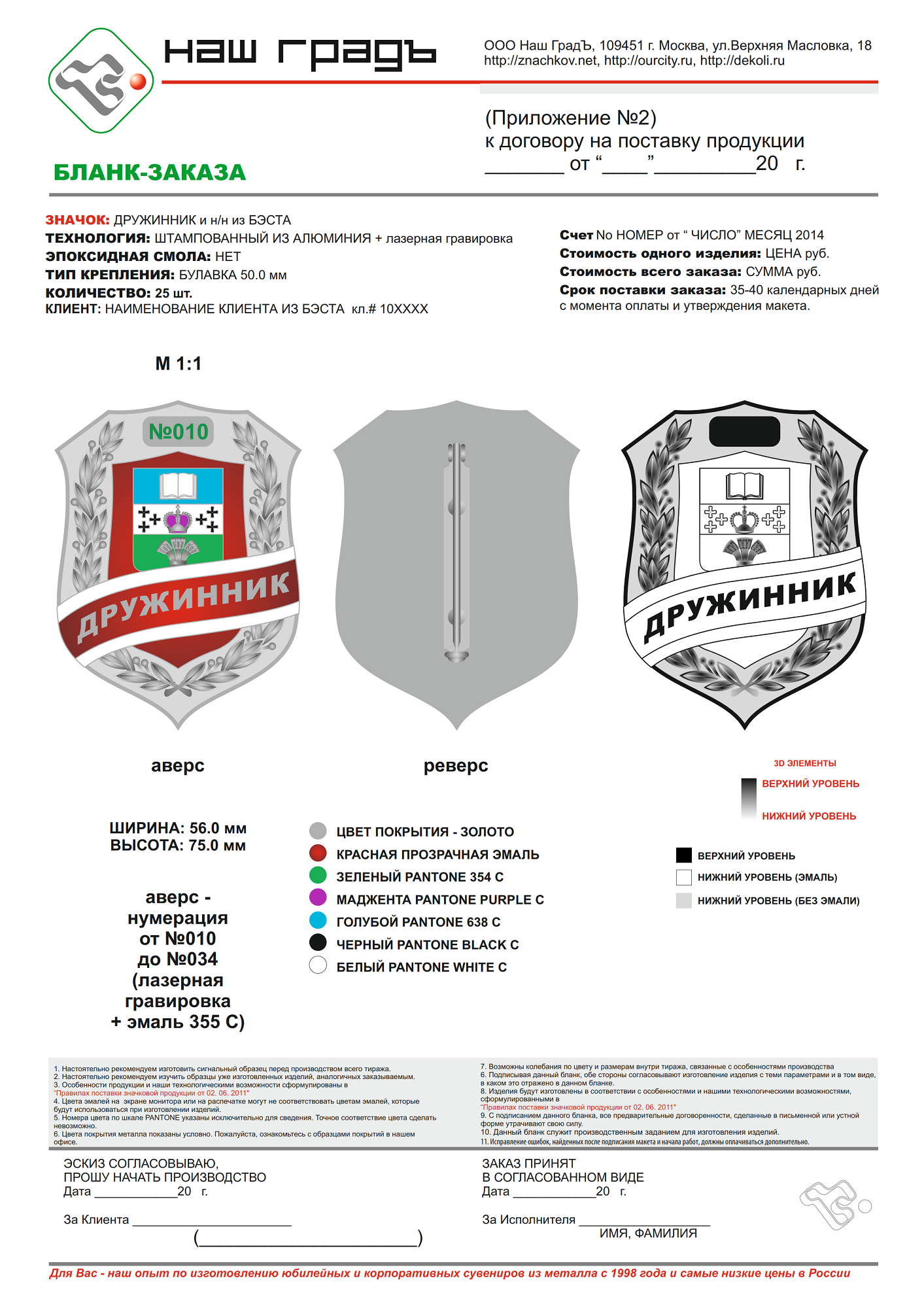
Нагрудный знак с горячими эмалями
Изготовление значков или медалей в технике горячие эмали – сложный процесс, сочетающий в себе изготовление как медных изделий (собственно значков, медалей или нагрудных знаков), так и элементы стекольного производства.
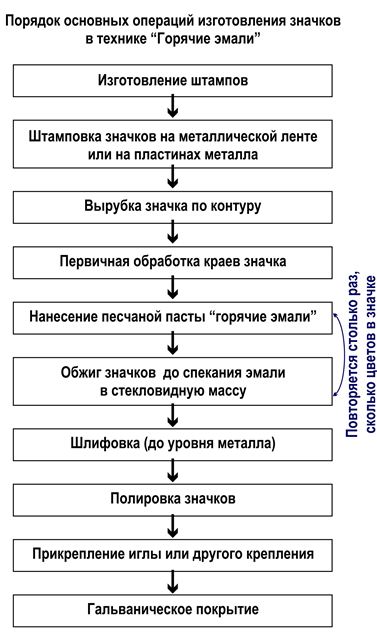
Процесс производства значка, медали, нагрудного знака в технологии горячая эмаль включает в себя несколько этапов.
Самый первый шаг – изготовление самого изделия из чистой меди. Именно из меди, а не из какого-то иного сплава. Чистая медь содержит минимальное количество примесей, которые могут существенно ухудшить качество изделий. С помощью штамповки на заготовках выдавливаются углубления, куда, чуть позже, наносится специальная паста, состоящая из смеси воды и окрашенного неорганическими красителями микрозернистого песка.
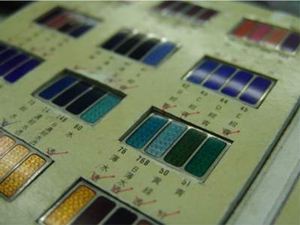
Слева — песок для горячих эмалей, а справа — уже готовые образцы эмалей от одного из наших поставщиков:

Процесс нанесения эмалей:


После того, как масса высыхает, изделие обжигается при температурах близких к 1000 градусов, и микрозернистый песок спекался в однородную стекловидную массу, образуя достаточно прочное соединение с металлом.
Обжиг эмалей при температуре более 1000 градусов:

После нанесения первой эмали следует обжиг, далее – нанесение новой эмали и снова обжиг. Процесс повторялся столько раз, сколько цветов эмалей в значке.
Следующий важный этап – шлифовка изделия. После обжига изделие представляет собой «бугристую» поверхность из стекла, выступающую над перегородками из металла.
Шлифовка значков с уже обожженными горячими эмалями:

Для того, чтобы значок выглядел красиво, его многократно шлифуют с использованием все более мелкозернистых шлифовальных кругов.
Каждый значок шлифуется вручную, отдельно от других значков, поэтому практически все значки, выполненные в технологии горячие эмали, хоть незначительно, но отличаются друг от друга.
К серьезным ограничениям технологии горячих эмалей относится то, что в этой технике, в значках невозможно добиться тонких линий и передачи мелких элементов. Кроме того в технологии изготовления значков горячие эмали НЕВОЗМОЖНО добиться нужного цвета по шкале цветов PANTONE. Даже черный цвет будет немного отличаться от того черного цвета, что Вы найдете в Пантоновском веере.
Все линии утолщаются, а мелкие детали могут пропасть вообще из-за процесса многократного шлифования.
Рекомендуемая нами минимальная толщина линий металла для разработки макетов значков в технологии горячие эмали – не менее 0,3 мм (для металлических линий внутри значка) и не менее 0,5-0,6 мм для внешней кромки значка. Минимальный размер участков, заполненных эмалями не менее 2х2 мм.
На заключительном этапе к значкам крепится игла «бабочка» или безопасная булавка, а затем металлическая часть значка с помощью гальваники покрывается тончайшим слоем золота или серебра.
Как вариант значков выглядящих более современно, рассмотрите возможность изготовления значков в технологии Эпола с использованием синтетических эмалей, позволяющих изготовить значки с яркими и красочными эмалями. Так же, как и в значках с горячими эмалями, в значках Эпола и эмаль и металлические бортики находятся на одном уровне.
Наш первый опыт производства значков мы приобрели в 1998 году и, за эти годы, мы уже изготовили миллионы значков, нагрудных знаков и медалей. Мы очень много знаем про изготовление значков и готовы предоставить в Ваше распоряжение наши знания, опыт и лучшие цены на значки в России.
Значки, изготовленные с горячими эмалями: